技术优势
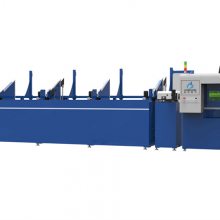
1、该机采用龙门式结构,进口齿条及高精密的直线导轨,传动平稳,精度高,采用***的光学设计方案稳定,大大提高了切割机的生产效率。
2、床身、横梁采用整体焊接结构,激光切管机咨询,经高温退火,二次时效,大型龙门铣床一次性加工成型。刚性好、精度高、可保持长时间使***。
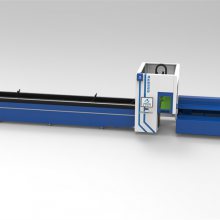
3、X、Y、Z、旋转轴均采用高精度伺服电机,性能稳定耐用。***了整机的高速度及加速性。
4、采用基于Windows操作系统的cypCUT数控系统,激光切管机控制系统,集成了很多激光切管控制功能模块,功能强大,人机界面好,操作简单。该系统是数控切割机实现“全时切割、切割和高套料率切割”的技术,是有效节省材料,提高切割效率的根本***。
5、切选用光纤激光切管单焦距切以及电容式传感,感应精度高、反应灵敏、性能为。
6、进口高精度电控气阀,控制切割辅助气体的气压,以达到佳的切割效果。
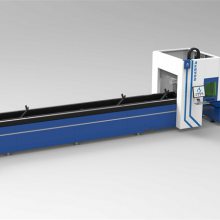
7、切管卡盘部分,崇明激光切管机,数控系统采用高灵敏的电容巡边原理自动寻找管材中心位置,激光切管机报价,自动靠中。一体式结构让切割变得更简单。快速定位各种异形管材中心,省去人工寻找的繁琐与低精度。采用前后双驱同步旋转方式,解决了传统行业的单主动旋转造成的管扭曲变形,切割变形的问题。卡盘采用超大行程,避免了每切不同管材频繁调节卡盘的麻烦。
8、自动撑料系统,采用气缸推动方式,实时***管材不下弯保持水平精密切割。

数控火焰切割机调火技巧数控火焰切割机的调火主要是通过控制低压氧阀门和阀门实现的,面对不同的厚度,调节氧气与的比例,会选用不同的火焰,主要有中性焰、还原焰和氧化焰,而切割时主要用的是中性焰和还原焰,因为这两种火焰的大小能够满足板材的切割能量,而氧化焰由于的长度太短、能量太低,无法满足切割要求。
1、切割200mm以下板材的调节在切割200mm以下板材时主要使用的是中性焰,因为中性焰氧气与充分燃烧,内焰具有一定的还原性,能够获得较好的切割质量,氧气和比例为1:1.2,切割时的主要技巧是将中性焰收到下限值,这时中性焰的温度更高。
2、切割大厚度钢板的调节在切割大厚度钢板的时候,一般使用的是还原焰进行预热切割,因为还原焰中有游离状态碳及过多的氢,而且火焰比较长,能够达到厚板的切割目的,调节技巧是使氧气与的比例小于1,火焰长度至少是板厚的1.2倍以上。
3、预热火焰的调节预热火焰的大小严重影响着切割速度以及切口质量。预热火焰过于微弱,激光切管机价格,无法使钢板得到足够的能量,而降低切割速度,甚至造成切割过程中断;预热火焰过强,金属燃烧产生的反应热增大,对切割点前沿的预热能力加强,将使切口上边缘严重熔化塌边,尤其对于切割厚板更易如此。预热火焰的强弱与切割速度的关系是相互制约的。随着被切工件板厚的增大和切割速度的加快,火焰也应随板厚的增加而增大。
什么是坡口激光切割机
坡口切割,也可以叫做开坡口,其目的是为了***焊接质量。比如两块厚10mm的钢板要焊接到一起,为了焊缝牢固,会在钢板的边缘开一个斜坡,可以理解为做一个倒角。这样两个材料件就会因开了这个倒角而形成一个空隙,这个空隙能填入更多的焊料,使得焊接更加充分,从而增加了焊接的强度。由于材料厚度和焊接质量要求的不同,其焊接接头形式与坡口形状也不尽相同,一般可分为K型、V型、Y型、U型、X型等坡口。