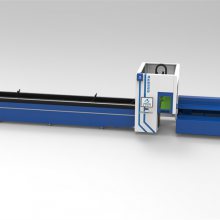
管子的夹紧是通过夹紧油缸和夹紧丝杆来实现的。弯管部件是通过弯管主轴来固定,随着主机部分的弯管模转动而转动,通过与切管机主机部分的弯管模配合来实现弯管。在弯曲直径较大的管子,而弯曲半径较小、管壁又薄的情况下,应使用防皱模和球芯棒。随着我国经济的飞速发展,切管机在发电管网、城市供水、气管网建设中应用的越来越广泛,研制大口径热切管机不仅可以节省大笔外汇,也可以提高我国大型装备设计制造水平。切管机主机部分安装有弯管模,转盘和切管机主轴等重要部件。

当弯曲薄壁、直径大、弯曲半径较小的管子时,为了避免产生,应注意以下几点:
①减少芯棒和管子内壁之间在弯曲时的阻力。管子在弯曲之前,铝管切管机生产,内腔要经过湿吹砂。
②机床及主轴应有足够的刚性。
③芯棒杆要有足够的刚性,铝管切管机咨询,尽量消除杆所产生的颤抖和拉伸。
④芯棒和管子内径的径向间隙不应大于壁厚的10%。
⑤夹模、压模、芯棒、防皱模应调整得当,铝管切管机供应,特别是压模压力更要精心选择和调整。
弯曲大直径的管子,夹模的夹紧也是一个突出的问题。这就需要管子两弯之间的直线段长一点,夹模宽些,以增加夹紧力,***弯曲顺利进行。如果夹模太窄,弯曲时没有足够的夹紧力,则管子打滑不跟着向前,使弯曲无法进行。
⑥选择适量的润滑油。切管机
⑦材料的供应状态也相当重要。对于不锈钢的管材,硬度为HB=180~220,铝管切管机,以HB=180为适宜。
没有技术做支撑,相比于国外切管机企业已经处于被动的地位,本土切管机企业的困难还来自原材料的价格持续高位,给切管机企业经营带来很大困难。现实是,已有一些规模较小、资金流转不足的切管机企业停产观望或关门。据不完全统计,切管机企业已从近4000家调整到目前的2000多家。应该看到,目前,全行业尚缺乏一个强有力的机构与纽带把优势资源整合起来,例如科研单位或企业。
铝管切管机供应-铝管切管机-江苏蓝光电气有限公司(查看)由江苏蓝光电气有限公司提供。江苏蓝光电气有限公司是一家从事“手持激光焊接机,手持激光清洗机”的公司。自成立以来,我们坚持以“诚信为本,稳健经营”的方针,勇于参与市场的良性竞争,使“蓝光”品牌拥有良***。我们坚持“服务至上,用户至上”的原则,使江苏蓝光电气在行业设备中赢得了客户的信任,树立了良好的企业形象。 特别说明:本信息的图片和资料仅供参考,欢迎联系我们索取准确的资料,谢谢!